Seit über 75 Jahren Ihr zuverlässiger Partner in
Platin - Gold - Silber - Unecht
für 3D-Druck, Feinguss und Individualfertigung
Märklin Millenuimslok
Reinstes Platin:
Jedes Gehäuse ein Unikat
Jahrtausendwechsel – Millenium 2000 – ein großes und großartiges Projekt von Märklin – Die Milleniumslok in Platin.
Für den Auftrag das legendäre „Schweizer Krokodil“ als Milleniumskrokodil in Platin zu fertigen, hatte der Mitarbeiter von Märklin schon bei zwei etablierten Wettbewerbern ungenügende Versuche unternommen, bevor er zu uns fand. Viel wertvolle Zeit ist verloren gegangen und es war eine Herausforderung , die Timeline aufzuholen, damit das Projekt rechtzeitig zum Jahrtausendwechsel 2000 fertiggestellt war.
Es war uns sofort klar! Die Anforderungen an erforderliche Maßhaltigkeit kann man nicht über klassische Abformung realisieren. Die Entwicklung der 3D-Drucktechnologie in Wachs war auch noch nicht ausreichend präzise, damit man mit EInzelstückfertigung auf 3D-Druckern hätte agieren können.
Wir haben mit dem Kunden eine spezielle „Waxrezeptur“ zusammengestellt, die bei Märklin auf den Zink-Druckgussautomaten eingesetzt wurde. So erreichten wir, dass unsere Platingüsse dieselbe Maßhaltigkeit und Dimension, wie die von Märklin hauseigenen Druckgusserzeugnisse hatten. Schließlich war es dasselbe Werkzeug, mit dem die Wachsteile hergestellt wurden.
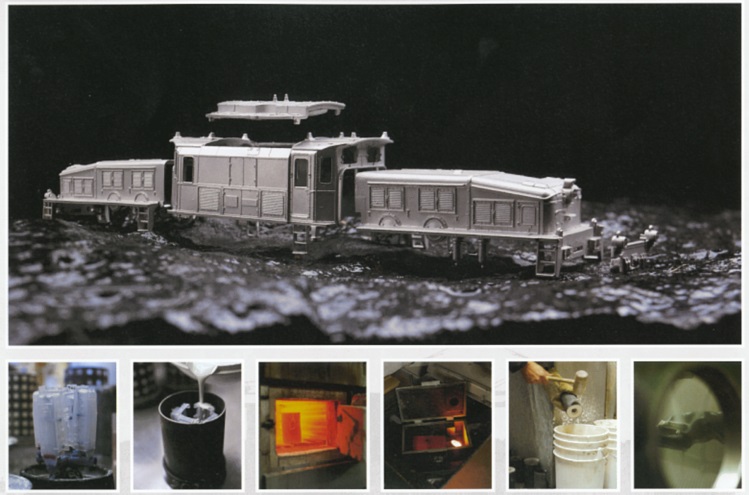
High-Tech im Maßstab 1:87
Die Herstellung der Platin Güsse ist ein Prozess, der sich nicht automatisieren lässt. Er basiert auf fachmännischer Erfahrung und handwerklichem Geschick.
1. Schritt: Die bestehenden Gehäuseformen für die Zink Druckuss Serienfertigung werden sorgfältig tauschiert, damit das dünnflüsssige Spezial Wachs gespritzt werden kann.
2.Schritt: Die Gehäuseeile aus Spezial Wax werden auf eine Gießtraube aufgesetzt und in Spezial Einbettmasse eingegossen. Die Gussküvette oder der Gussbaum entsteht.
3.Schritt: Der Brennprozess in eienr genau geführten Temperaturkurve bringt die Küvette auf 900 Grad Celsius. Das Spezial Wachs wird ausgeschmolzen (Wachsausschmelzverfahren)
4.Schritt: Die Gießform wird in eine Zentrifuge gelegt und die 950 Platin Legierung bei über 1.750 Grad Celsius aufgeschmolzen. Die Zentrifuge beschleunigt den Gießarm innerhalb einer Umdrehung auf 400 U/min. Das edle Platin dringt über die Baum Kanäle in alle Hohlräume vor. Danach läuft die Zentrtifuge mit reduzierter Drehzahl noch einige Runden, um den Guss abzukühlen.
5.Schritt: Die Küvette wird ausgespannt und die umhüllende Einbettmasse mit Klopfen und Wasserstrahlen weitgehend entfernt. Die Gussform wird dabei zerstört (verlorene Form). Die feinen Bohrungen und engen Zwischenräume werden mit einem Säurebad frei gelegt.
6.Schritt: Bei der Sichtkontolle werden die feinen Details auf Vollständigkeit geprüft. Danach können die Eingusskanäle vorsichtig abgetrennt und die Angussstelle feinst versäubert werden. Eine Oberflächenbehandlung mit Läppstrahlen sorgt für das Oberflächen Finish. Mit diesem Schritt ist das Gehäuseteil montagefertig.